Технический обзор на 3D-принтер Flying Bear S1
Flying Bear S1 – это относительно новый 3D-принтер с кинематикой CoreXY под управлением Klipper. Существует уже немало обзоров на S1, где люди распаковывают его и печатают условные кораблики. Кораблики получаются неплохие, но они дают очень поверхностное представление о 3D-принтере. Мне же хотелось бы видеть более технические обзоры. Насколько я осведомлен, по состоянию на сегодняшний день подобный обзор так никто и не сделал. В итоге было решено обзавестись данным 3D-принтером и написать свой обзор.
Fun fact! В некоторых странах Flying Bear S1 продается под именем Infimech TX. Это знание может быть полезно при поиске обзоров, модов и т.п.
3D-принтер был приобретен в популярном онлайн-магазине. Мне он обошелся в 39 700 руб или 386$ по курсу на день покупки, включая доставку. UPD: Во время распродаж тот же принтер можно найти за ~25 000 руб, с точностью до курса.
Устройство приходит практически собранным. Нужно только извлечь упаковочный материал, прикрепить экранчик, а также ручку на дверцу:

Принтер бывает в базовой и расширенной комплектации. Последняя включает веб-камеру, угольные фильтры и дополнительный обдув. Реальную ценность представляет собой только веб-камера, которую можно приобрести и отдельно. Мой принтер имеет базовую комплектацию.
Flying Bear S1 считается прямым конкурентом Creality K1C. Дизайн определенно скопирован с него. Субъективно, S1 – это как если бы медведи взяли Ghost 6, применили большинство распространенных модов, а также исправили то, что модами не исправлялось:
- Принтер переведен на Klipper, с input shaping, pressure advance, а также нормально работающей печатью по Wi-Fi. Klipper здесь полноценный, а не урезанный, как это бывает у некоторых вендоров;
- Ультрабаза заменена на двухсторонний PEI. Имеются вырезы и ответные выступы, чтобы PEI всегда примагничивался ровно;
- Стол закреплен с двух сторон, слева и справа. Он ходит по паре винтов и четырем направляющим. В Ghost 6 стол закреплен с одного края. Это существенно ограничивает скорость печати, из-за вибраций;
- Хотенд заменен на более производительный, Volcano-подобный. Может быть заменен на обычный Volcano;
- Область печати ШxГxВ составляет 220x220x250 мм. Ghost 6 печатает до 210 мм по высоте. В моих задачах пару раз требовалось больше;
- Дверца занимает практически всю переднюю стенку, благодаря чему не возникает проблем с обзором. PEI теперь проходит в дверцу;
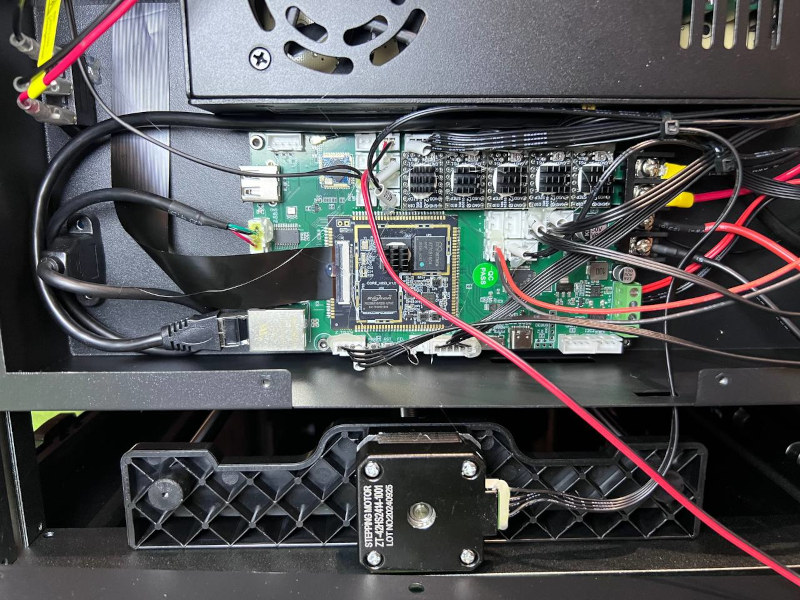
- Электроника переехала в подвал. Это грамотное решение, поскольку подвал – самое холодное место в 3D-принтере. Однако для доступа к электронике теперь приходится класть принтер на бок;
- Коса обернута в «змеиную кожу», а не гофрированную трубку. Дизайн купола не вызывает отторжения. Выключатель переехал вперед;
Дисплей был заменен на емкостной. Технически, это улучшение по сравнению с резистивным в Ghost 6. Однако у меня не было претензий к старому дисплею. А вот то, что дисплей расположили под углом, а не параллельно корпусу – это действительно улучшение.
Держалку бобины перенесли на заднюю стенку. Принтер желательно ставить на краю стола, чтобы к нему был доступ сбоку. Как вариант, при смене филамента принтер можно разворачивать на 90°. Практика показывает, что это не такая уж и проблема. Однако мне больше нравилось боковая держалка.
Корпус совершенно другой. Рама выполнена из алюминиевого профиля, который скрыт за алюминиевыми уголками. Обшивка выполнена из 3-х миллиметровых пластиковых листов. Материал дверцы – каленое стекло. С завода все винты основательно затянуты. Ножки напечатаны на 3D-принтере из TPU.
Портал здесь такой же, как в Ghost 6, на 8-и миллиметровых валах и ремнях GT2-6. Натяжение ремней регулируется. Подающий механизм похожий, однако использован шаговых двигатель меньшего размера, вероятно, для облегчения головы. Шестерня заменена на косозубую.
Основная плата называется SKIPR Mini v1.0:
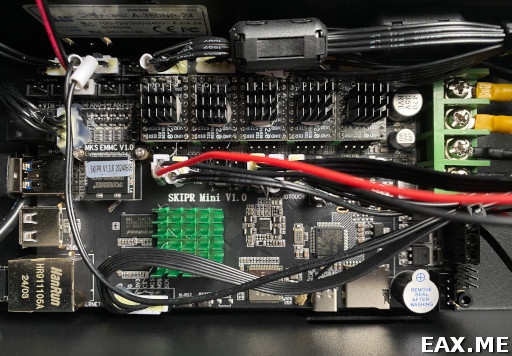
По-видимому, это модификация платы MKS SKIPR v1.0, где распаяли Wi-Fi модуль, изменили расположение разъемов и убрали HDMI.
Дисплейный модуль имеет микроконтроллер и общается с основной платой по какому-то своему протоколу, вероятно, по UART. Поэтому HDMI не нужен. Пользовательский интерфейс здесь собственный, не KlipperScreen. Принимая во внимание размеры дисплея, мне это видится верным решением.
Название SoC не видно под радиатором, но это либо Rockchip RK3328, либо что-то похожее – 4 ядра, частота ~1.5 ГГц. Оперативной памяти 1 Гб. В роли жесткого диска выступает модуль eMMC на 8 Гб. Микроконтроллер STM32F402. Драйверы TMC2209, на разъемах. TMC2209, как и некоторые другие драйверы, способны определять, когда движение двигателя заблокировано. Это позволяет реализовать парковку без использования концевых выключателей. В Klipper это называется sensorless homing. Питается вся электроника от БП на 24 В 15 А.
При первом включении Flying Bear S1 предлагает выбрать язык интерфейса и подключиться к Wi-Fi сети. Далее автоматически калибруется PID, настраиваются шейперы и строится карта высот стола. Для последней здесь используются тензодатчики, установленные под столом. То есть, никакого BLTouch нет, принтер просто тыкает соплом в стол. Предварительно сопло тщательно вытирается о край стола, а стол разогревается до 60 °C. Я был настроен скептически к такому подходу, однако на практике он работает хорошо. Так как в голове нет датчика автоуровня, голова становится легче. Также отпадает необходимость в настройке Z-offset по бумажке, поскольку стол прощупывается непосредственно соплом.
Было решено сразу поставить последние обновления от производителя. Сначала обновляется прошивка у дисплейного модуля, затем – у основной платы. Есть видео-инструкция. В ранних обзорах S1 отмечалась сырость пользовательского интерфейса. Похоже, что его допилили. Я смог выявить только один дефект.
Если вручную править настройки Klipper, то как будто бы разъезжается состояние между основной платой и дисплеем. Например, если отредактировать printer.cfg и перезапустить Klipper, то при начале следующей печати запустится процедура замены филамента. Если после правки конфига перезапустить принтер, то все работает безупречно. Помните об этом, когда вносите изменения в конфиг.
При помощи дисплея узнаем IP-адрес принтера и ломимся на него браузером. Попадаем во Fluidd. Он оказался версии 1.19.0 от лета 2022-го года. По SSH заходим под пользователем mks с паролем ifbase520. Видим Armbian 22.05 с ядром Linux 5.16 все от того же года. В домашнем каталоге пользователя находим KIAUH. Каких-то явно лишних процессов не видно, но по непонятной причине установлены пакеты Xorg и Xfce4. Они в общем-то не мешают, просто занимают место. Из дискового пространства 500 Мб выделены под swap. Спорное решение, но имеет право на жизнь. Хотя софт здесь и не новейший, на первых порах я решил его не обновлять. В конце концов, не то, чтобы Klipper или Fluidd так уж радикально менялись за последние пару лет.
Во Fluidd открываем printer.cfg. В секции [extruder] видим параметры pressure advance. Убираем их оттуда, поскольку это свойство конкретного филамента, а не 3D-принтера. При редактировании конфига я заметил, что при перезапуске Klipper отключается подсветка. Исправить это можно так:
[delayed_gcode turn_on_backlight_after_restart]
initial_duration: 0.1
gcode:
SET_PIN PIN=LED VALUE=1
Также из конфига мы узнаем, что в голове стоит акселерометр ADXL345. Чтож, давайте измерим резонансы.
Принтер ищет резонансы по обеим осям в интервале от 5 до 133 Гц. В Klipper'е этот интервал используется по умолчанию. Значение square_corner_velocity также стандартное, 5.0. Для чистоты эксперимента убираем лишние предметы со стола и убеждаемся, что принтер не качается. В идеале его следовало бы тестировать на полу. Однако тест в фактическом месте установки видится мне более показательным. Тест производился с заправленной бобиной.
Во Fluidd находим Console. Выполняем:
G28 ; парковка
TEST_RESONANCES AXIS=X
TEST_RESONANCES AXIS=Y
Далее заходим по SSH и говорим:
cd klipper/scripts
./calibrate_shaper.py /tmp/resonances_x_*.csv -o ~/resonances_x.png
./calibrate_shaper.py /tmp/resonances_y_*.csv -o ~/resonances_y.png
Получаем такие картинки (кликабельно):
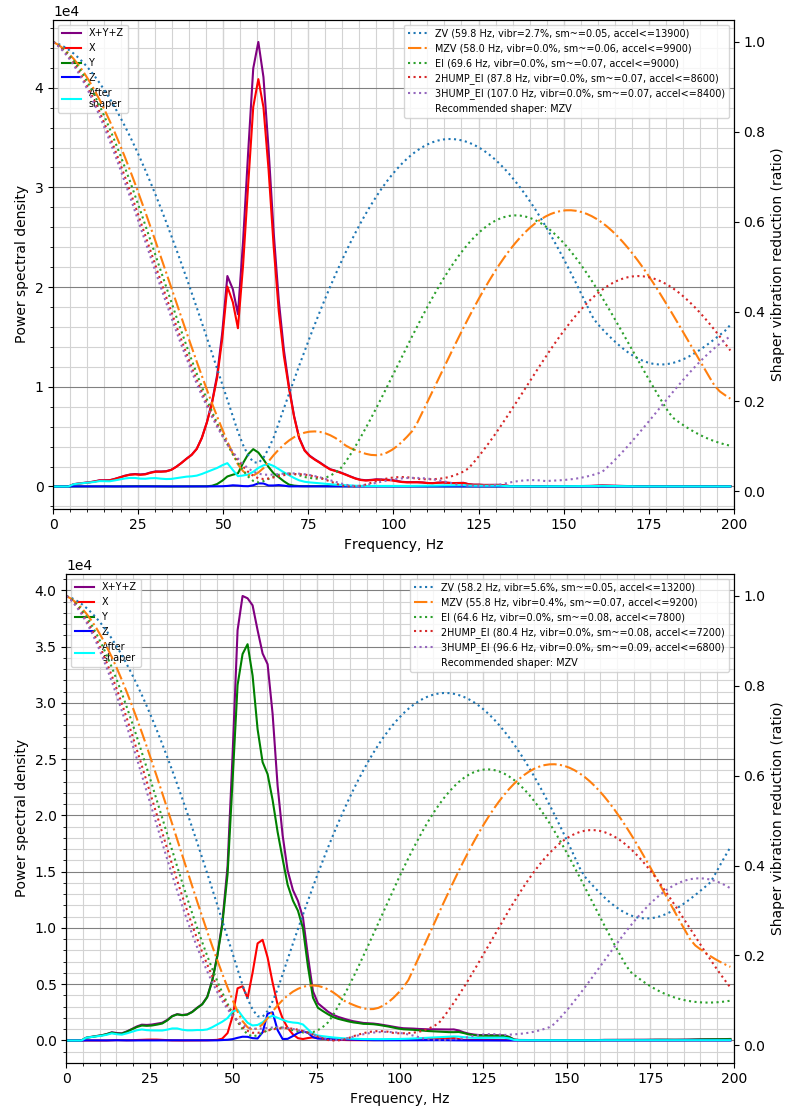
Шейперы MZV по обеим осям и ускорения ~9000 мм/с2 без скруглений – это отличный результат. Я несколько раз перепроверил его, измеряя резонансы в разных условиях, а затем и на печати реальных моделей. Насколько я могу судить, результат соответствует действительности.
В printer.cfg убираем шейперы из секции SAVE_CONFIG и дописываем:
[input_shaper]
shaper_type_x: mzv
shaper_freq_x: 58
shaper_type_y: mzv
shaper_freq_y: 56
Важно не забыть ограничить потом ускорения в настройках слайсера.
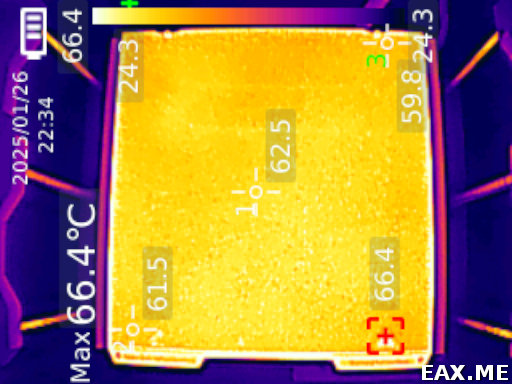
Стол здесь греется от 24 В. В некоторых обзорах сообщалось, что от 220 В, но в моем экземпляре их нет. Я не поленился проверить мультиметром.
Греется довольно равномерно:
Стол мне достался с перепадом аж 1.6 мм, но к счастью, лишь по одной из осей:
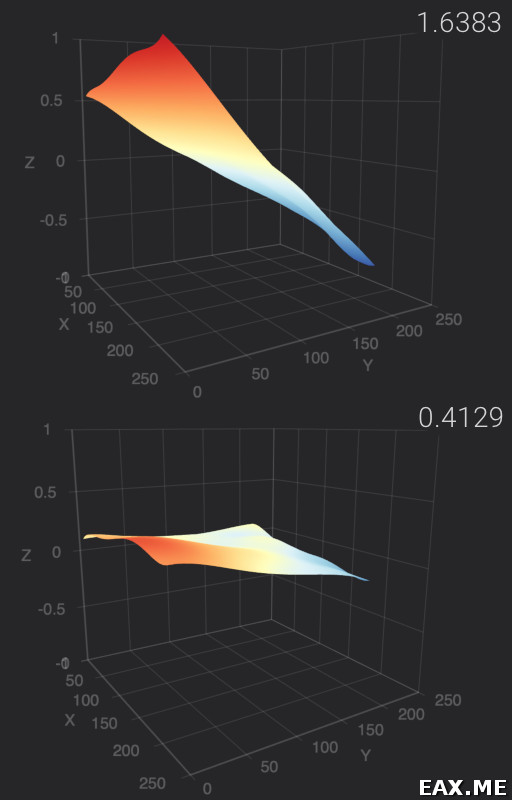
Первая картинка – это каким стол был с завода. Вторая картинка – это после выравнивания. Стол установлен жестко, без регулировочных винтов. Поэтому выравнивается он подкладыванием шайбочек M4. Это занимает ~15 минут.
В принципе, если вы печатаете только художественные модели, то стол можно не трогать. Карта высот все компенсирует даже с перепадом в 1.6 мм. В частности, монослои печатаются идеальные, проверено. Но меня интересуют технические модели, поэтому стол я решил выровнять.
Перед началом печати я хотел убедиться, что сопло протянуто на горячую, а также разглядеть его поближе. С извлечением сопла из разогретого кубика возникли сложности. Либо сопло сидит на каком-то герметике, либо пришло подтекшим с завода. В частности, на резьбе термобарьера была найдена некая черная масса. Возясь с хотендом, я случайно раздавил нагреватель, который оказался здесь керамическим.
Хотенд Flying Bear S1 (слева) в сравнении с обычным E3D Volcano (справа):

Что ж, как печатает стоковый хотенд мы теперь не узнаем. С другой стороны, данный вопрос детально изучен многими людьми – печатает он нормально, и, по всей видимости, плюс-минус как обычный Volcano.
Мы же сможем изучить его устройство:
- Сопло в форм-факторе Volcano, медное никелированное 0.4 мм;
- Кубик притворяется алюминиевым, но на самом деле это тоже никелированная медь. Его размеры 20x10.5x9.5 мм;
- Термистор интегрирован в кубик. Мне не удалось извлечь его из углубления, чтобы как следует разглядеть. Согласно printer.cfg, это
EPCOS 100K B57560G104F, и такой же используется в столе; - Горло биметаллическое. Похоже на новые биметаллические горла в Ghost 6, но размеры отличаются. Общая длина 20.5 мм, плоская часть 13.5 мм, резьба 5.5 мм;
- Нагревательный элемент – керамический на 24 В и теперь уже неизвестную мощность, но скорее всего 60 Вт. Очень хрупкий. Между нагревательным элементом и кубиком нанесен слой термопасты. Имеются вопросы к ее рабочим температурам и сроку службы;
- Носок ничем не примечателен, из силикона, черного цвета;
- Все перечисленное вместе весит 23 г, против 28 г в случае Volcano;
Поскольку родной хотенд был успешно запорот, а запасной производитель не положил (с Ghost 6 его клали), хотенд было решено заменить на E3D Volcano. Протянутый на горячую, естественно. Этот хотенд я припас для апгрейда Ghost 6. От родного хотенда был использован только термобарьер.
Volcano встает во Flying Bear S1, словно голова под него и проектировалась:
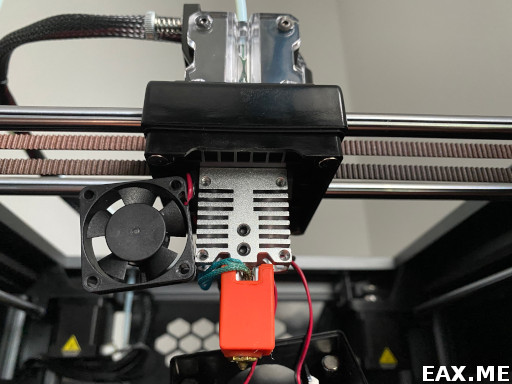
Заметьте, что кожух головы теперь крепится на магнитах. Доступ к хотенду можно получить, просто потянув за кожух вниз. Удобно. Однако клеммник для контактов нагревательного элемента и термистора находится за радиатором. Если у вас в мастерской не припасено стоматологического зеркальца, то попасть проводами в клемник будет непросто. Само собой разумеется, у меня такое зеркальце есть.
Раз уж мы внутри головы, расскажу про вентиляторы. Радиатор обдувается вентилятором 3010. Обдув модели осуществляется парой улиток 4010. Забегая вперед, принтер печатает нависания до 65° без каких-либо видимых дефектов. Может и больше, но с дефектами. Это более лучший результат, чем у Ghost 6.
После замены хотенда не забываем поправить конфиг:
[extruder]
# ... пропущено ...
# sensor_type: EPCOS 100K B57560G104F # было
sensor_type: ATC Semitec 104GT-2 # стало
Затем необходимо заново произвести калибровку PID. Кстати, через дисплей PID калибруется только для сопла. Какие-то параметры PID для стола в конфиге имеются, но шли ли они с завода или были записаны при калибровке после первого включения – не ясно. На всякий случай я откалибровал PID для стола еще раз. Для этого открываем во Fluidd консоль и выполняем:
PID_CALIBRATE HEATER=heater_bed TARGET=70
SAVE_CONFIG ; по окончании калибровки
Так как я поменил хотенд, то провел полную калибровку под PETG. В настоящее время у меня это единственный материал, и тестирование я проводил только на нем. Печать другими материалами задолго до меня проверили другие люди. В частности, подающий механизм успешно справляется с TPU.
Были произведены калибровки температуры, ретрактов, pressure advance, flow rate, масштабов модели для компенсации усадки, а также измерен объемный расход. На синтетическом тесте последний составил 21 мм3/с. Ретракты по башенному тесту получились 0.3 мм, но по результатам реальной печати были увеличены до 0.6 мм. Коэффициент PA составил 0.075.
Медведи не пытаются изобретать собственные слайсеры, и в этом они молодцы. Инструкция на 3D-принтер рекомендует OrcaSlicer, где уже есть пресеты для Flying Bear S1. Пресеты в целом нормальные, но стоит внести пару изменений. В Basic Information → Extruder Clearance → Radius указываем 55 мм. Иначе при последовательной печати нескольких моделей на одном столе голова принтера может задевать ранее напечатанные модели. Далее в Extruder 1 → Retraction → Z hop type нужно выбрать Normal. Без этого все работает, но Klipper постоянно ругается в консоль Unknown command: "G17". В Motion ability → Acceleration limitation ограничиваем ускорения по осям X и Y под наши шейперы.
Перед началом каждой печати 3D-принтер выполняет следующий ритуал:
- Калибрует тензодатчики;
- Паркует сопло и стол;
- Греет сопло и стол;
- Чистит сопло о передний край стола;
- Устраняет наклон стола по оси X (независимые ШД позволяют);
- Снова паркуется;
- Греет сопло и стол, при этом сопло запирается поверхностью стола;
- Не поднимая сопло, рисует уголок рядом с будущим местом печати;
Из перечисленных шагов в визуальном контроле нуждается только четвертый. Если пластик налипнет на сопло, его нужно снять пинцетом. Опыт показывает, что происходит это редко, но лучше перестраховаться.
Моей первой мыслью было переписать конфиг, чтобы ускорить начало печати. Но потом я подумал, что для маленькой модели мне нет особой разницы, получу я ее через 40 минут или через 45, а для большой модели разницы нет тем более. В общем, я решил оставить все как есть.
Во время простоя уровень шума на расстоянии вытянутой руки от 3D-принтера составляет 45 dBA. Во время печати принтер шумит с уровнем ~55 dBA с пиками до ~65 dBA во время быстрых передвижений. Я нахожу такой шум не особо комфортным и предпочитаю держать работающий принтер в закрытой комнате.
Также я настроил в OrcaSlicer два режима печати – быстрый и тихий. В тихом режиме скорости ограничены 150 мм/с, а ускорения – 3000 мм/с2. Тихий режим увеличивает время печати на ~30% по сравнению с быстрым. Мне обычно не важно, будет принтер печатать 10 или 13 часов, лишь бы он не печатал ночью. Таким образом, я могу выбрать подходящий режим в зависимости от модели.
Был произведен тест на VFA. Сильнее всего рябь проявляется при перемещениях головы по оси Y. Линейные скорости, свободные или почти свободные от ряби, следующие: 140..150, 190..200 мм/с. В пресетах OrcaSlicer для слоев 0.2 мм стоит скорость внешних стенок 200 мм/с. Оставляем.
На тесте ортогональности я получил диагональ AC = 141.14 мм, BD = 140.42 мм, сторону AD = 100.64 мм. Перекос 0.72 мм у квадрата 100x100 мм – это много. К счастью, Klipper поддерживает skew correction. Можно не подтягивать ремни вручную, как это делали в старину.
В printer.cfg дописываем:
[skew_correction]
Далее во Fluidd через консоль выполняем:
SET_SKEW XY=141.14,140.42,100.64
SKEW_PROFILE SAVE=default
SAVE_CONFIG
В printer.cfg дописываем:
[delayed_gcode load_skew_profile_after_restart]
initial_duration: 0.1
gcode:
SKEW_PROFILE LOAD=default
Повторяем тест, получаем AC = 140.72 BD = 140.74 AD = 99.71. Идеально.
Квадрат получился не 100x100 мм из-за усадки. Это компенсируется в OrcaSlicer в свойствах филамента, Filament → Shrinkage. Есть отдельная настройка для осей XY и отдельная для оси Z. У меня получилось 99.6% и 100% соответственно. После компенсации усадки калибровочный кубик имеет правильные размеры с точностью до 0.03 мм по всем осям. Орка-кубик вкручивается. Шестигранник из Orca Tolerance Test вставляется в отверстие «.05 мм».
После названных проверок-калибровок я в течение нескольких дней печатал более реалистичные модели, как мелкие, так и довольно крупные. Каких-либо дефектов 3D-принтера мне выявить не удалось.
Безусловно, S1 является большим шагом вперед по сравнению с Ghost 6. В стоковый хотенд не надо лазить, как это делал я. Печатайте на нем спокойно, пока печатает. Когда и если станет нужно, замените его на такой же или на Volcano. Для технической печати стоит выровнять стол и сделать skew correction. Для художественной печати можно оставить все как есть. Камеру могли бы класть и в базовой комплектации. Однако докупить ее или подключить ту, что завалялась дома, не является такой уж большой проблемой.
В целом, Flying Bear S1 – это просто нормальный 3D-принтер с кинематикой CoreXY под управлением Klipper. По крайней мере, в своем экземпляре я не вижу катастрофических косяков. Конечно, на данном этапе я отпечатал не нем всего лишь 1.3 кг PETG, что не особо показательно. Мне ужасно интересно, как принтер покажет себя после года эксплуатации. Увы, чтобы получить ответ на этот вопрос, придется подождать.
Дополнение: В продолжение темы вас могут заинтересовать посты Подключение веб-камеры к Flying Bear S1 и Впечатления от Creality Chamber Heater.
Дополнение: Узнал, что в новых версиях 3D-принтера ставят уже другую плату. Железо стало скромнее – 1 ядро и 512 Мб памяти. Klipper'у этого достаточно. Но если раньше плата никак не была урезана по железу, то теперь в ней лишь необходимый минимум. Также, eMMC теперь запаян. Сделать резервную копию так просто не получится. Для доступа по SSH используйте логин root и пароль zhuochen1. Информация из чата https://t.me/fbg_s1.
{kind=link}
Дополнение: За год эксплуатации Flying Bear S1 отпечатал 4630 метров различных пластиков: PLA, PETG, TPU, PA12 и PP. Вентиляторы-улитки в голове стали громко звенеть. Я заменил их на GDSTIME 4010 24V 0.1A. В остальном же 3D-принтер работает так же хорошо, как и в первый день. В частности, провода в косе не перетерлись и шестерни не застучали. Эти проблемы часто проявлялись у Ghost 6.