Flying Bear Ghost 6 после года использования
Прошел год с покупки мной 3D-принтера Flying Bear Ghost 6. Хотелось бы рассказать о своем опыте использования данного устройства в течение продолжительного времени – обнаруженных особенностях, выявленных дефектах, сделанных доработках, и так далее.
Вообще, для Flying Bear Ghost 6 существует много модификаций. Принтер можно переделать под Klipper и настроить input shaping / pressure advance. Можно заменить сопло на медное никелированное с каленой стальной вставкой для печатати композитами, переделать крепление стола для снижения вибраций (раз, два), и так далее.
Однако мои текущие требования к 3D-принтеру весьма скромны. Я печатаю не часто и в основном PLA. Рекорды по скорости печати не ставлю, композитные материалы не использую. Поэтому FBG6 я использую в стоковой конфигурации. В таком состоянии принтер решает стоящие передо мной задачи. Переделывать его под задачи, которых передо мной сейчас не стоит, считаю нецелесообразным.
Первым же сюрпризом для меня оказалась регулировка уровня стола. Раньше я печатал на стеклянном столе, покрытым лаком для волос. Настройка уровня осуществлялась с холодным столом, и это работало. Попытка перенести данный опыт на FBG6 не увенчалась успехом. Расследование показало, что алгоритм настройки здесь отличается.
Стол разогревается до 60°C, затем регулировка осуществляется по четырем точкам при помощи листа бумаги. При движении листа должно чувствоваться трение, но лист должен без усилия выходить из под сопла. Производим настройку для четырех углов по кругу, затем делаем еще один круг. На отрегулированном столе пластик ложится ровно, крепко держится во время печати, и легко отлипает после остывания стола. Поверхность ультрабазы при этом не царапается. Значит, она прослужит долго. Стол не повредит временами протирать ватным диском, смоченным в изопропиловом спирте.
Другим сюрпризом стало то, что при печати низкотемпературными пластиками, такими, как PLA, термокамера вредна. Если печатать крупные модели, условно, на два и более часа, то из-за высокой температуры в камере пластик размякает. Как результат, его зажевывают шестерни в голове принтера, а шаговый двигатель пропускает шаги. Решается печатью в открытой камере, со снятым колпаком. Мой прошлый принтер не имел термокамеры, поэтому я об этом не знал.
В тефлоновой трубке, по которой идет пластик, может копиться пыль. Трубку нужно иногда продувать баллоном со сжатым воздухом. Бобину с пластиком тоже не помещает «проветривать» перед печатью. Это проще, чем потом чистить или заменять сопло, и заново начинать прерванную печать.
Реальная область печати оказалась чуть меньше заявленной 255 x 210 x 210 мм по осям X/Y/Z. Так в высоту вы сможете печатать модель где-то до 205 мм. Иначе стол упирается в дно корпуса, я проверял.
Бывалые владельцы FBG6 рекомендуют сразу заменить термистор, а также запастись запасными. Статья на GitHub, на которую все при этом ссылаются, рекомендует термисторы 100 KOhm NTC 3950. Только в статье не говорится, что они не подходят для стоковой прошивки! Как результат, начинающий владелец 3D-принтера меняет термистор, и температура сопла идет вкривь и вкось. Правильным термистором на замену является 104NT-4-R025H42G.
Стоит проконтролировать температуру сопла, а также равномерность нагрева стола. Это одна из тех задач, где особенно удобен тепловизор:
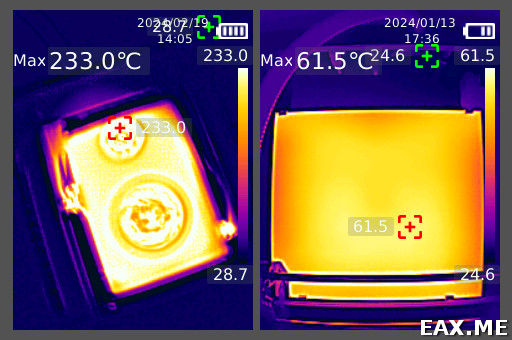
Здесь температура сопла была выставлена в 250°C. Согласно тепловизору, самая горячая точка пришлась где-то на термоблок и составила лишь ~230°C. Примем во вниматие, что при печати сопло будет перемещаться, а также будет включаться обдув. При этом задача заключается в том, чтобы всегда попадать в интервал температур, рекомендуемый производителем для конкретного пластика. К сожалению, в стоке у FBG6 нет какой-либо калибровки измерения температуры.
Я компенсирую это в Cura, устанавливая температуру сопла в 250°C. Реальная температура при этом не должна превышать 230°C, что подходит как для PLA (190-230°C), так и PETG (220-245°C). Даже если тепловизор привирает в меньшую сторону, PLA не страшно немного перегревать. Благодаря данному шагу были устранены дефекты печати, которые я долгое время не мог понять. Они выглядели, как отсутствующий пластик на некоторых участках модели, как если бы сопло давилось.
3D-принтер имеет кинематику CoreXY, в которой критично натяжение ремней. С завода ремни могут быть натянуты правильно или не очень. Тут уж как повезет. Для проверки печатаем квадрат 10 x 10 см и измеряем его диагонали при помощи штангенциркуля. Затем сравниваем с картинкой (источник неизвестен, картинка гуляет по Telegram):
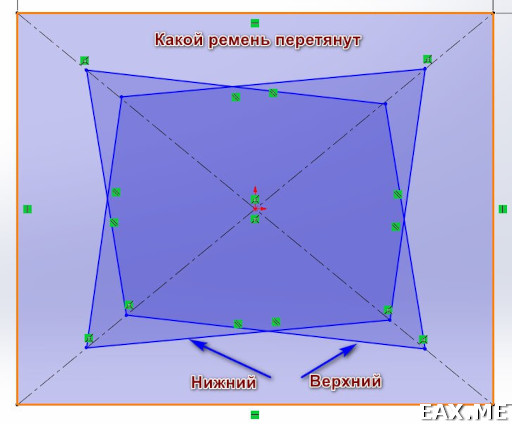
Подтягиваем или ослабляем соответствующий ремень. В FBG6 для этого нужно ослабить винты, которые держат шаговый двигатель, ослабить или затянуть винт, отвечающий за регулировку натяжения, после чего закрепить шаговый двигатель. Расположение соответствующих винтов приводится в руководстве пользователя.
Печатаем квадраты и крутим винты до получения приемлемого результата. Звучит сложно, но на деле вся настройка занимает один вечер. Мне удалось получить квадрат, диагонали которого отличаются на 0.15 мм. На данном этапе настройка становится очень тонкой. Винты приходится крутить где-то на 1/8 оборота.
В моих задачах такой точности хватает. До настройки печатаемые корпуса были перекошены и качались, стоя на ровном столе. После настройки данный дефект был полностью устранен.
После пяти месяцев использования принтер начал периодически показывать ошибку MINTEMP. Проблема воспроизводилась не регулярно, и поиск причины занял существенное время. Как выяснилось, перетерся провод, идущий от термистора к основной плате. Судя по информации от других пользователей FBG6, это частая проблема. Она может проявляться и как-то иначе. Например, если перетрется один из проводов шагового двигателя в экструдере, он может то работать, то не работать.
Я решил действовать наверняка и перепаял сразу все провода:
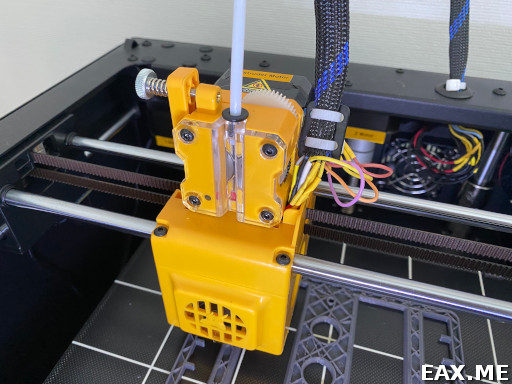
На замену в запасах нашлись только провода 28AWG в силиконовой изоляции. Практика показывает, что их толщины хватает для задачи. Заодно скрипучую гофрированную трубку было решено заменить на оплетку для проводов типа «змеиная кожа».
В ретроспективе, все выявленные проблемы были не такими уж и большими. Однако понять их причину и разработать правильное решение занимало дни, а иногда и недели. Надеюсь, что эта заметка сэкономит время тем, кто стал обладателям Flying Bear Ghost 6 недавно или планирует им стать.
Дополнение: В продолжение темы вас могут заинтересовать посты Первые впечатления от OrcaSlicer, Впечатления от PEI стола для Flying Bear Ghost 6 и Технический обзор на 3D-принтер Flying Bear S1.