Шпаргалка по устройству хотенда 3D-принтера
Начиная заниматься 3D-печатью, можно получить ряд непонятных советов – «меняй горло на биметалл», «поставь CHT сопло», «термистор под замену», и тому подобное. Поискав в сети, можно выяснить, что все это имеет отношение к части 3D-принтера под названием хотенд. Но на что влияет выбор того же горла или сопла? Измерял ли кто-то это влияние? Стоит ли покупать CHT сопло за 30$ при условии, что 300$ стоит весь 3D-принтер? Давайте во всем разберемся.
Устройство хотенда будем изучать на примере хотенда Flying Bear Ghost 6:
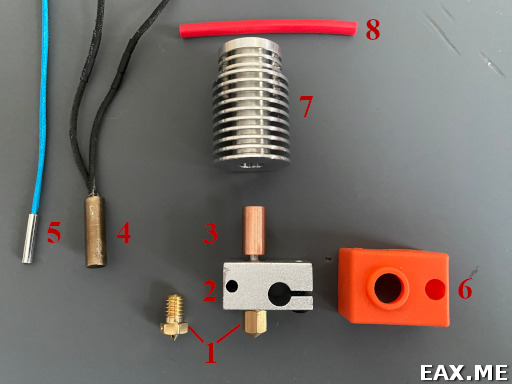
Другие 3D-принтеры могут иметь похожий или непохожий хотенд, однако он будет состоять из тех же компонентов. Здесь используется слегка модифицированный хотенд E3D v6. Такой встречается во многих 3D-принтерах. Однако не всякий производитель 3D-принтеров используют стандартные, совместимые между разными производителями, хотенды. В последнее время все чаще встречаются проприетарные хотенды, не имеющие даже конкретного названия.
Хотенд состоит из следующих компонентов.
1. Сопло. Здесь непосредственно плавится филамент. Проходя через сопло, он выдавливается на стол. На фото показаны два варианта сопла. Слева – сопло E3D v6, справа – сопло Creality MK8. По никому неизвестной причине Flying Bear решили использовать сопла MK8 в хотендах v6. Возможно, из-за более простой формы сопла MK8 дешевле в производстве. Это работает, поскольку сопла MK8 и v6 совместимы по резьбе.
Основные параметры сопла – это материал(ы), из которого оно сделано, а также диаметр выходного отверстия. Здесь используется латунное сопло 0.4 мм, и это самый популярный вариант.
Высота слоев может составлять 20% .. 80% от диаметра сопла. Таким образом, сопло диаметром 0.4 мм позволяет печатать слоями высотой от 0.08 до 0.32 мм. Это подходит для большинства практических задач.
Интуитивно кажется, что чем больше диаметр сопла, тем больше пластика через него идет, тем быстрее печать. В действительности это не так. В современных 3D-принтерах основным фактором, ограничивающим скорость печати, является объемный расход (ограничение по потоку) хотенда, т.е. какой объем пластика он может плавить в единицу времени. Таким образом, переход с 0.4 мм на 0.8 мм если и позволяет печатать быстрее, то ненамного. Для композитных материалов иногда ставят сопла 0.6 мм. Это снижает вероятность засора.
Некоторые филаменты являются абразивными. Латунные сопла для них не годятся, так как изнашиваются буквально за пару печатей. Для таких случаев сопло заменяют на медное никелированное с каленой стальной вставкой. Существует множество всяких других сопел – с рубиновыми вставками, и т.п. По тестам они либо хуже названных двух вариантов, либо такие же, но дороже.
Сопла CHT (Core Heating Technology) имеют несколько каналов вместо одного. Они как бы разрезают филамент по его длине, тем самым увеличивая площадь контакта пластика с соплом, и лучше прогревая его. Это увеличивает объемный расход и позволяет печатать быстрее. Только CHT сопла дорогие, а также не дружат с абразивными и/или композитными материалами. Для повышения скорости печати экономически выгоднее перейти на более производительный хотенд, например, E3D Volcano. Он имеет большую длину канала, чем v6, что позволяет лучше прогревать пластик. Получаем тот же эффект за меньшие деньги и без лишних ограничений.
Для хотенда E3D v6 ограничение по потоку типично составляет ~12 мм3/сек. Это позволяет печатать соплом 0.4 мм слоями 0.2 мм на линейных скоростях где-то до 150 мм/сек: 0.4 * 0.2 * 150 = 12. Точное значение зависит от множества факторов, не исключая используемого материала. Хотенд E3D Volcano или CHT сопла обеспечивают поток раза в два больше.
Не рекомендую покупать сопла по 100 рублей за десяток. Приличное сопло E3D v6 обойдется вам в ~500 рублей. Оно прослужит долго и будет хорошо печатать, без засоров, «паутины» и всяких других сюрпризов. Качественным производителем считается Trianglelab, но бывают неплохие сопла и без бренда.
2. Термоблок (кубик). Служит для крепления сопла, термобарьера, термистора и нагревательного элемента. Передает тепло соплу от нагревательного элемента.
С завода в Ghost 6 стоит порошковый термоблок. Если часто менять в нем сопла, то резьба быстро изнашивается. Как результат, сопло не удается как следует прижать к термобарьеру, и во время печати пластик вытекает из кубика. По этой причине термоблок рекомендуется заменить на фрезерованный, из цельного алюминия. Помимо алюминиевых кубиков бывают еще латунные. Они такие же, только дорогие и тяжелые.
Во избежание натеков сопло протягивают на горячую. При нагреве металлы расширяются и становятся более мягкими. Протягивая сопло на горячую, мы обеспечиваем более плотное прилегание сопла к термобарьеру и устраняем лишние напряжения. Кто-то протягивает сопла прямо на голове 3D-принтера. Минус данного подхода заключается в том, что можно что-нибудь закоротить. Klipper так и вовсе заметит, что сопло греется неправильно, и на всякий случай откажется продолжать его греть. Я предпочитаю подключить нагревательный элемент к блоку питания 24 В 2 А протягивать сопло за столом.
С завода сопла у 3D-принтеров могут быть не протянуты. То же самое касается случая, когда вы приобретаете новый хотенд в сборке.
3. Термобарьер (горло). Изолирует разогретый термоблок от всего, что выше. Задача заключается в том, чтобы холодный, твердый филамент шел по горлу, и переходил в текучее состояние только в сопле. Чем резче перепад температур в горле, т.е. выше температурный градиент, тем лучше.
Изначально в FBG6 ставились стальные горла со сквозной тефлоновой трубкой. Максимальная рабочая температура тефлона составляет 260°C. Некоторым филаментам требуется более высокая температура. Более того, даже при печати на температурах меньше 260°C со временем тефлон может обгорать.
В новых хотендах Flying Bear ставит биметаллические горла из титана и меди, как показано на фото. Если рассматривать такие горла в целом, то они попадаются переменного качества. Некоторые печатники сталкиваются с натеками пластика на стыке титана с медью. Сообщается о горлах с прокручивающейся резьбой, которые не представляется возможным ввинтить в термоблок. Конкретно в горлах от медведей я с такими проблемами не сталкивался.
Также делают горла из цельного титана. По свойствам они как биметаллические, только в них точно ничего не может протекать или прокручиваться. По состоянию на сегодняшний день титановые горла не всегда удается найти нужного размера. Горло в FBG6 имеет общую длину 23 мм, резьбу 8 мм и плоскую часть 13.5 мм.
Термобарьер оказывает комплексное влияние на хотенд. Так при использовании горла со сквозной трубкой для пластика PETG я использовал ретракты 1.5 мм и коэффициент pressure advance 0.25. После перехода на биметалл ретракты составили 0.6 мм, а коэффициент PA – 0.06. За счет меньших ректрактов время печати типичных моделей сократилось примерно на 5%. Меньший коэффициент PA означает меньшую нагрузку на подающий механизм. В частности, шестерни прослужат дольше. Хорошее горло не должно сокращать поток. То есть, прогрев пластика в сопле не должен ухудшаться.
4. Нагревательный элемент. Предсказуемым образом греет термоблок. Здесь используется стандартный нагревательный элемент 6x20 мм на 24 В и 50 Вт. Можно заменить его нагревательным элементом на 40 Вт. С ним печать будет начинаться на несколько секунд позднее, зато снизится нагрузка на блок питания.
5. Термистор. Предназначен для измерения температуры термоблока. В стоке здесь стоит обычный термистор «стекляшка», обжатый в гильзу-обманку для виду. Он хрупкий и не имеет нормального теплового контакта с термоблоком. В результате некоторые владельцы FBG6 получают прыгающие температуры. Решается заменой на нормальный гильзованный термистор, показанный на фото.
6. Силиконовая теплоизоляция (носок). Защищает термоблок от паразитного обдува. Также защищает от налипания пластика, что удобно в эксплуатации. Бывает в разных цветах. Используйте носок, который контрастирует с теми цветами, которыми вы часто печатаете.
7. Радиатор. Отводит тепло от горла. Между радиатором и горлом допускается наносить термопасту. В качестве примера подходящей термопасты можно привести Coolmoon MT8. Данная паста имеет теплопроводность 12.8 Вт/(м·К) и рабочую температуру до 250°C. Стоит недорого, а шприца на 2 г вам хватит до конца жизни. Недостаток термопасты заключается в ограничении по рабочей температуре. Большинство 3D-печатников забивают на термопасту.
8. Тефлоновая трубка. Служит для направления филамента из подающего механизма через радиатор в термобарьер. Длина в этом 3D-принтере для биметалл горла составляет 55 мм.
Строго говоря, хотендом, т.е. «горячей частью», называется только кубик и все что находится ниже. Горло и все что выше называется колдендом, «холодной частью». Но в разговорной речи термин колденд как-то не прижился, и в итоге все вместе стали называть хотендом.